



















6 - 64
6 POSITIONING CONTROL
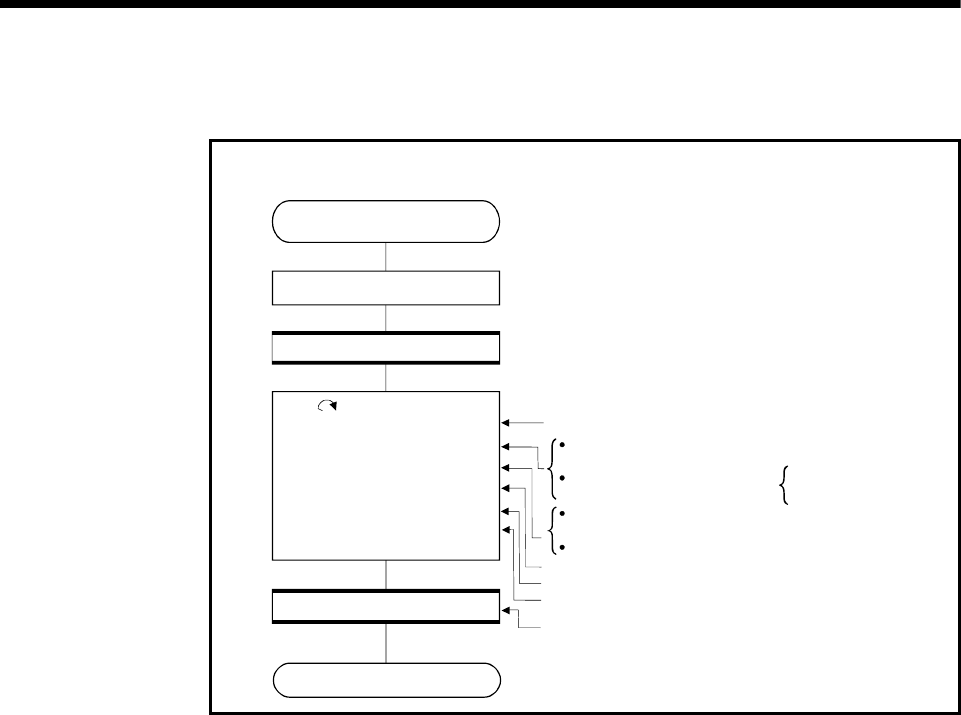
(2) Motion SFC program
Motion SFC program for which executes the servo program is shown below.
SET M2042
PX000*M2415*M2435*M2455
!PX000
Wait until PX000 turn OFF after circular interpolation
completion.
Turn on all axes servo ON command.
Wait until PX000, Axis 1 servo ready, Axis 2 servo ready and
Axis 3 servo ready turn on.
INH
Axis 1, 100000PLS
Axis 2, 50000PLS
Linear axis
Speed
Number of pitches
Radius
Incremental radius-specified helical interpolation control
[F10]
[G10]
[G20]
[K53]
END
Incremental radius-specified
helical interpolation control
1000PLS/s
100
60000PLS
Axis for the circular . . . . . . . .
interpolation
End point relative address of the linear axis . . . 25000[PLS]
Positioning speed . . . 1000[PLS/s]
Number of pitches . . . .
Radius on a circular interpolation plane . . . . . . . . . 60000[PLS]
Axis 1 . . . 100000[PLS]
Axis 2 . . . . 50000[PLS]
Linear axis for the circular . . . . . . . . . . . . . Axis 3
interpolation and linear interpolation
End point relative address of . . .
the circular interpolation axis
100
Axis 1, Axis 2
3, 25000PLS
Incremental radius specified-circular helical interpolation
(Note): Example of the above Motion SFC program is started using the automatic start or PLC program.