



















4 - 10
4 PARAMETERS FOR POSITIONING CONTROL
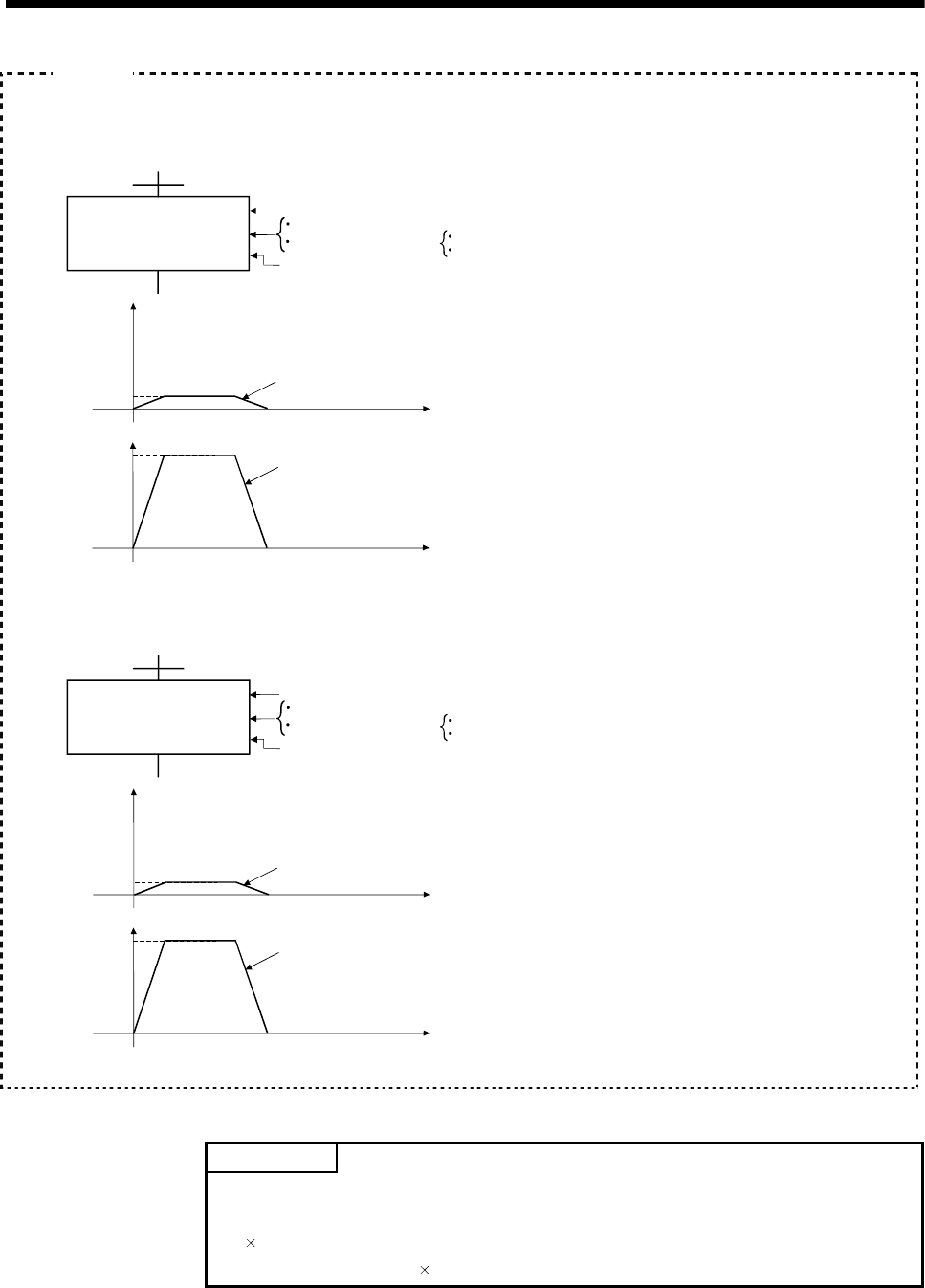
(b) Long-axis reference specification
<K 50>
1,
2,
360.00000
20000.00000
180.00
2 axes linear interpolation control
Axis used . . . . . . . Axis 1, Axis 2
Travel value to stop position
Positioning speed . . . 180.00[degree/min]
INC-2
Axis
Axis
Long-axis speed
Axis 1 . . . . . 360.00000[degree]
Axis 2 . . . 20000.00000[degree]
[degree/min]
3.24
Axis 1
speed
V
Servo program No.50
t
[degree/min]
V
180.00
Axis 2
speed
Servo program No.50
t
(c) Reference-axis speed setting
<K 60>
1,
2,
360.00000
20000.00000
180.00
2
2 axes linear interpolation control
Axis used . . . . . . . Axis 1, Axis 2
Travel value to stop position
Positioning speed . . . 180.00[degree/min]
INC-2
Axis
Axis
Reference-axis speed
Reference-axis
Axis 1 . . . . . 360.00000[degree]
Axis 2 . . . 20000.00000[degree]
[degree/min]
3.24
Axis 1
speed
V
Servo program No.60
t
180.00
V
[degree/min]
Axis 2
speed
Servo program No.60
t
POINTS
When a speed change is executed by the Motion dedicated PLC instruction
(S(P).CHGV) or servo program (CHGV instruction) after setting the "speed control
10
multiplier setting for degree axis is valid", the positioning control is executed by
the speed increased 10
multiplier setting value.
Exam
p
le