



















6 - 36
6 POSITIONING CONTROL
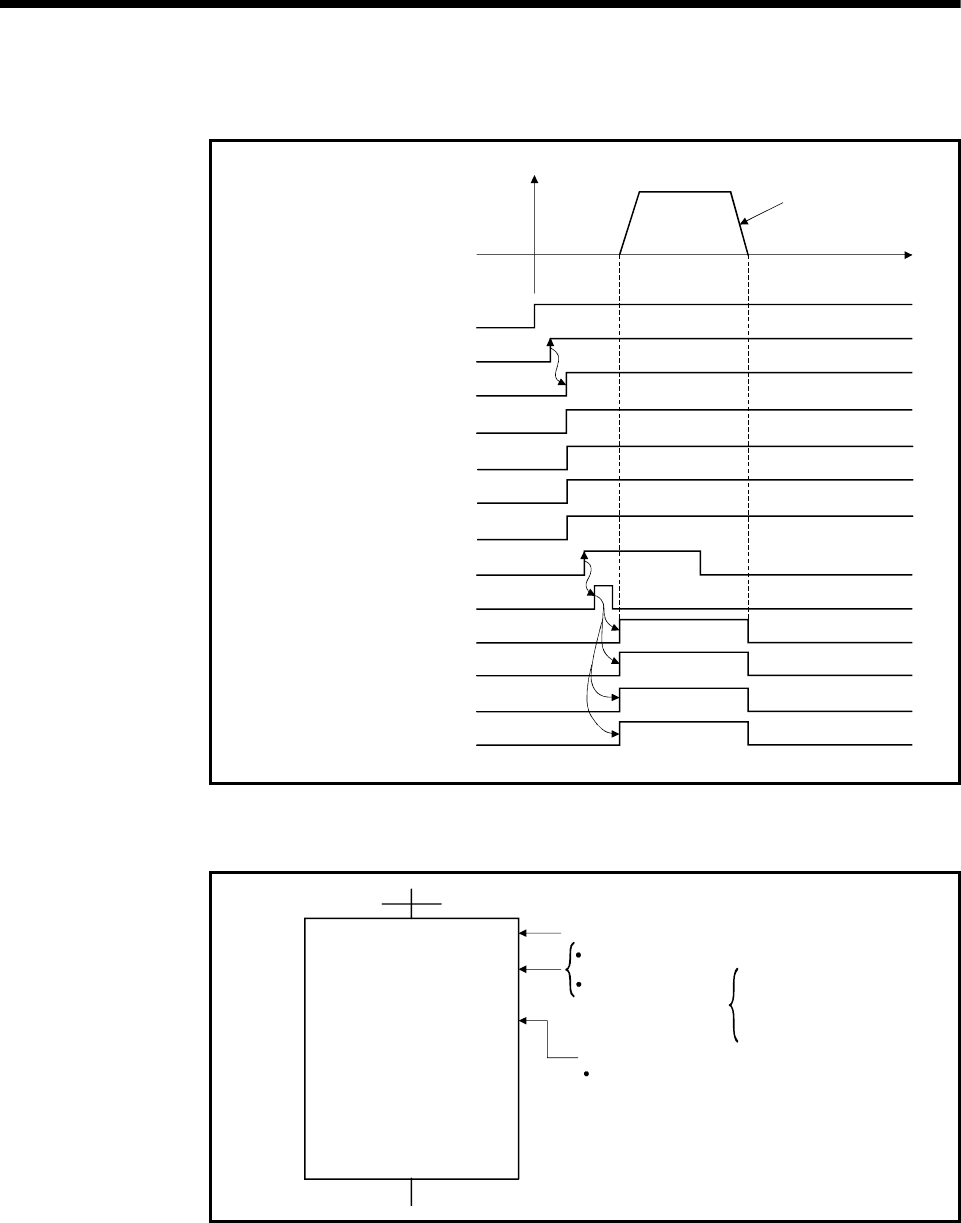
(4) Operation timing
Operation timing for 4 axes linear interpolation control is shown below.
PLC ready flag (M2000)
All axes servo ON command
(M2042)
Servo program No.22
All axes servo ON accept Flag
(M2049)
Start command (PX000)
Axis 1 start accept flag
(M2001)
Axis 2 start accept flag
(M2002)
Axis 3 start accept flag
(M2003)
Axis 4 start accept flag
(M2004)
V
Axis 1 servo ready (M2415)
A
xis 3 servo ready (M2455)
Axis 2 servo ready (M2435)
Axis 4 servo ready (M2475)
Servo program start
t
(5) Servo program
Servo program No.22 for 4 axes linear interpolation control is shown below.
<K 22>
INC-4
Axis
Axis
Axis
Axis
Combined-speed
1,
2,
3,
4,
3000
4000
4000
4000
10000
4 axes linear interpolation control
Axis used . . . . Axis 1, Axis 2, Axis 3, Axis4
Travel value to
stop position . . . . . . .
Axis 1 . . . . . 3000
Axis 2 . . . . . 4000
Axis 3 . . . . . 4000
Axis 4 . . . . . 4000
Command positioning speed
Combined-speed . . . . . . . . . . . . . . 10000
(Note): Example of the Motion SFC program for positioning control is shown next page.