
















Cutting Drum Assemblies
3A0101C 11
Cutting Drum Assemblies
Different drum configurations can be used for different
applications. There are three different types of drum
assemblies compatible with the GrindLazer: carbide
flails, carbide millers, and diamond blades.
Carbide Flail Cutter/Assembly
Gradually adjust depth down to remove marking line
(minimal amount of paved surface should be removed).
Carbide Miller Cutter/Assembly
Best results for deep cuts are achieved by making sev-
eral thin passes. A single pass should be no deeper
than 1/32 in. or damage to rods and cutters could occur.
Diamond Blade Assembly
(480/630 Models Only)
Watch Depth Control Wheels (K) during operation; if
wheels are spinning, proper depth is being achieved.
Cutter and Drum Assemblies
• The engine should not labor. Run engine at full
speed and adjust forward speed to fit the work being
performed. Harder concrete surfaces will have to be
cut at a slower pace than asphalt or other softer sur-
faces.
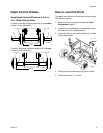
NOTE: Each increment on Drum Adjustment Dial (D) is
0.010 in. (0.25 mm) depth change of cutting drum.
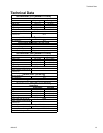
Handle Bar Adjustment
To adjust handle bar: remove four screws (S), slide
handle bar to desired height, and replace screws and
tighten.
Avoid touching or handling drum after use until it has
completely cooled.
NOTICE
Diamond Blades are designed to be cooled by air-
flow around the blades. Lift blade out of cut every
10 to 15 seconds, then run at full speed for several
seconds to prevent excessive heat build-up which
could damage the blades.
S
S