First Edition Dated September, 2000 29
are chosen, independence of the measurements, and other factors. (See D1-
9000-1 "Sampling".)
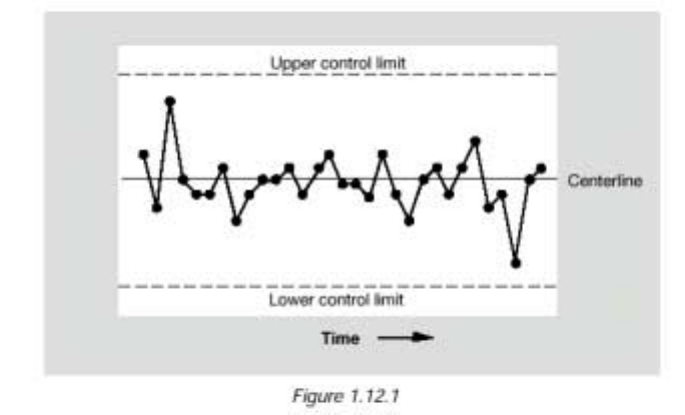
Note: Control limits are different from engineering specification limits.
Statistical control and statistical capability are also to be viewed and treated
separately, since they serve separate purposes. Mixing the two concepts
leads to misinterpretation of process traits. See D1-9000-1, AQS Tools, for a
thorough discussion of these topics.
Initial Control Limits
Typically, at least 20 subgroups are needed in order to ensure stable control
limits.
Formulas to construct control limits depend upon the control chart used, and
are covered in D1-9000-1.
Measurements from different processes should not be combined on a single
control chart (e.g., data from different production stations).
Recalculation of Control Limits
Control limits, to be effective, should be recalculated whenever a process has
significantly changed, whether for the better or the worse. Reasons for the
change should be investigated, known and recorded to ensure that the
change is not just temporary. Failure to recalculate control limits means that
the real intent of maintaining control charts is lost.























































